半導體芯片工廠使用的化學品,主要是各類酸、堿和有機體液,酸、堿液體的供給、回收系統管路通常是采用?PFA?管材及其管件組成。PFA即聚四氟乙烯,其管材柔韌性好、可彎曲、外觀透明。PFA?管道具有優越的耐酸、堿腐蝕性能;管道內壁光滑、耐磨、潔凈,是理想的化學藥品輸送材料。以往,國內大規模集成電路生產線所需的化學品供給、回收系統管道完全由海外公司承攬施工,隨著國內?IC制造業的發展,國內一流的?IC工廠建設公司已經開始打破這一局面,涉足該系統的施工。
1?系統組成
化學藥品的輸送管道由兩層組成:內管和外套管。內管采用?PFA?管,用于輸送藥品;外套管采用透明的?PVC?管套于內管外部,用于保護、承托內管和防止藥液自內管泄漏時對附近產生危害。在某些情況下,外套管也有采用不銹鋼管制作的。
2?安裝形式
PFA?管的安裝形式有兩類:1、穿設安裝;2、焊接安裝。下面分別介紹。
2.1?穿設安裝
PFA?管的穿設安裝,一般用于自供給單元向使用點輸送藥品的管路,連接的PFA管道規格一般為1/4?英寸~1?英寸,管材采用成卷的PFA?管,除三通、閥門及與設備連接處有接口外,均為整根內管連接,這種安裝方式類似電纜敷設。
2.1.1?系統構成
該系統由供給單元、三通箱、閥門箱、用藥設備、藥品供給管路組成,見圖1。
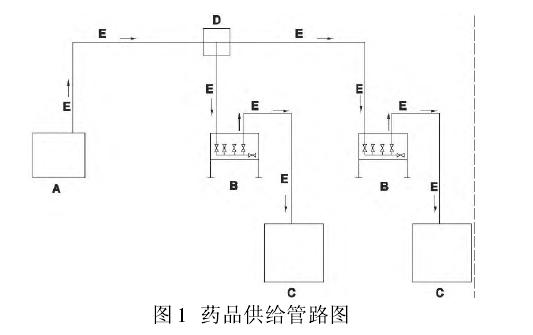
A?:藥品供給單元,設于化學品供給間,向用藥設備供藥。
B:閥門箱?MVB(multifold valve box),設于潔凈室下夾層,用于分送藥品。
C:用藥設備,設于潔凈室動力區或工作區,為系統終端。
D:三通箱(T - B O X),設于供給管路上,透明PVC?板制成,用于保護PFA?三通,有檢修蓋及排液閥。
E:供藥管路,由外套管及內管組成,自A經B(D)到C止。用于輸送藥品。
2.1.2?安裝流程
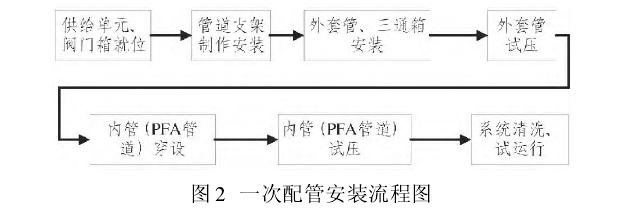
一次配管:如圖2所示,自供給單元至閥門箱的配管為一次配管。
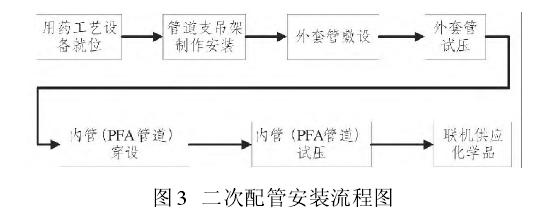
二次配管:如圖3所示,自閥門箱至用藥設備的配管為二次配管。
2.1.2.1?支架制安
根據外套管規格進行支架制安,安裝應牢固,直線段每?4 m?及轉彎處,必須設置防晃支架,支架間距如表1。

2.1.2.2?外套管安裝
a .?透明PV C管,彎頭采用成品彎頭(R>4D),或利用烘箱現場煨制(R > 4D),彎頭及直管均采用直二通粘接,如管路較長(直線段超過20 m),或連續出現多處轉彎,則應在適當處設置活接頭(其與管道連接方式為脹接),以便在穿設內管時有助于穿管。管路與三通箱、設備的連接,均采用活結頭脹接,拆卸方便。管道粘接劑必須采用指定的品種。由于管道內部會因粘接劑的揮發氣體產生一定的內壓,故剛完成粘接的管路不封閉,應保持開放狀態24 h~48 h,以防接口被內壓脹裂。
b.?不銹鋼外套管,這類管路不設三通,自供給單元至閥門箱僅有一路管道。彎頭采用冷彎煨制(R>4D),或成品彎頭(R>4D),彎頭與直管連接或直管與直管的連接,均采用不銹鋼直二通套筒承插后氬弧焊接,管道與設備的連接均采用法蘭連接,直管段在適當處設置法蘭,以助內管穿設。
2.1.2.3?外套管試壓
上述二種外套管施工完成后,即可進行壓力試驗,試驗壓力為1000 mmHg,通常以瓶裝氮氣為試驗介質,保壓30 min,以不降壓為合格。
2.1.2.4?內管安裝
外套管試壓完成后,即可進行內管穿設。內管為整卷的PFA管,自供給單元至三通箱、自三通箱至閥門箱、自閥門箱至用藥設備的內管,各自均為一根整管貫穿,中間不設接頭。穿管時以引線牽引內管前行,當內管穿出后,將多余部分割去,進行管道與三通、設備接口的連接。一般采用擴口脹接,可采用冷擴或熱擴口二種方式,將PFA管端口擴大,形成永久變形,通過緊固螺母將擴口接口與對方接口鎖緊。對方接口一般為短管,其外部形態恰好與擴口管內部吻合,故當緊固螺母牽引擴口套緊在接口上后,便形成密封。
PFA?管道使用前均應保持原塑料包裝完好,保持管道的潔凈,使用過程中,應盡可能減少管口暴露在空氣中的時間,如暫時停工而未作管口連接,則應立即封閉管口,凡接觸PFA管者,均應戴潔凈手套,不得裸手觸摸。
2.1.2.5?內管試壓
管道接口完成后,可做內管試壓,強度試驗壓力為1.5?倍的工作壓力,測試時間為3 h,不得降壓;嚴密性試驗壓力為1.15倍的工作壓力,測試時間為24 h,在確認無泄漏后,壓力變化±3%?以內為合格。測試介質采用純氮氣體。
2.1.2.6?系統清洗
內管壓力試驗全部完成后,可進行系統清洗,采用純水及相應的化學藥品,沿藥品供給流. 100 .?潔凈與空調技術CC&AC 2012年動的方向沖洗內管,自閥門箱出口排放到臨時儲藥桶,反復沖洗直到測試合格。
2.2?焊接安裝
焊接安裝所連接的管道規格為1/4英寸~2英寸的焊接型?PFA?管材、管件,采用專用的?PFA?焊接機進行焊接,與設備的連接通常為法蘭連接。這種類型的管道,一般用于自接受機臺至藥品接收儲罐的連接管路以及自藥品接收儲罐至供給單元的管路。
2.2.1?系統構成
該系統由設于化學品室的室內及外墻上的接受機臺、化學品室內的藥品接收儲罐、供給單元、藥品供給管路組成,見圖4。
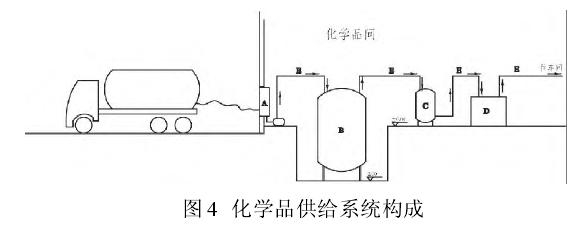
A:接收機臺,置于化學品間的室內,通過設于外墻上的接收窗,接收室外槽車藥品并將其注入藥品儲罐內。
B:化學品接收儲罐,設于化學品間內,用于儲存藥品。
C:化學品供給罐,設于化學品間內,作為供給單元的儲罐。
D:化學品供給單元,置于化學品間內,用于向用藥設備供藥。
E:藥品供給管路,自接受機臺至藥品接收儲罐的連接管路以及自藥品接收儲罐至供給單元的管路,由外套管及內管組成,外套管為透明PVC管,內管為焊接型?PFA?管及其彎頭組成。
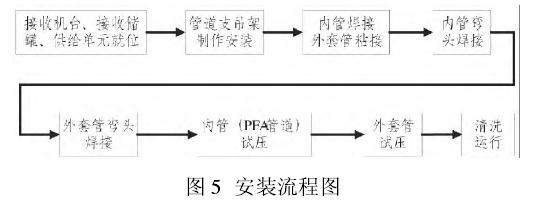
2.2.2?安裝流程(見圖5)
設備就位固定必須符合設計要求及有關規范要求,設備就位固定完成后方可進行配管工作。
2.2.2.1?支架安裝
要求與前文一致。
2.2.2.2?內管安裝
a.?內管采用紅外加熱法焊接,先將待焊的兩個端口端面相對固定于焊接設備夾具上,焊機夾具能保持待焊管道同軸,在兩個端口之間的空隙間有一塊雙面加熱板,通電加熱時并不與管道端面接觸,而是通過熱輻射時管道端面達到熔化溫度,當管端達到熔融狀態時移去加熱板,將兩個端面對接并施加一定壓力,使熔化物流動形成混合與熔接。管道與設備、閥門的連接均采用法蘭連接方式。
b.?操作要點:(1?)焊接操作場所應保持清潔、干燥,并具有良好的通風設備(PFA管道加熱時會產生有害氣體);(2)應避免使加熱板接觸到焊件端面,這樣會導致板面污損,影響加熱質量;
(3)焊接時必須保持接口同軸,不得錯位;(4)始終保持?PFA?管道及其附件清潔;(5)切割管道應采用專用割刀。
2.2.2.3?外套管安裝
外套管安裝緊隨內管焊接進行,在同一直線段內,內管的直管焊接完畢后,隨即將其外套管套上,外套管的連接采用直二通承插粘接,具體要求同前所述,外套管的彎頭為成品承插彎頭,R=1.5D,待內管的彎頭焊接完成后,將外套管的承插彎頭對稱剖為兩半,然后將其扣于內管彎頭外,再用熱風焊機將對剖縫焊接復原,焊接方法同普通PVC塑料熱風焊,彎頭承口與直管仍然采用承插粘接。
2.2.2.4?管道的試壓和清洗
要求與前文所述一致。
3?結語
芯片工廠化學品系統管道安裝的首要要求是安全可靠和系統潔凈,化學品的危險性眾所周知,配管工程必須確保內、外套管的嚴密性,嚴禁泄漏;芯片生產對藥品的純凈要求極高,不允許在管道系統輸送過程中被污染,如出現管道系統污染,則為不可逆事故,管道系統將拆除重設,故在施工過程中必須加強監管、檢驗,嚴格執行工藝要求,確保系統品質。



